 Металлорежущий инструмент
Металлорежущий инструмент
 Глубокое сверление
Глубокое сверление
 Ленточные и дисковые пилы по металлу и дереву
Ленточные и дисковые пилы по металлу и дереву
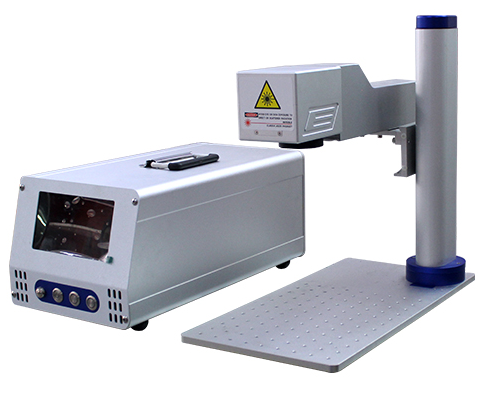
 Лазерное оборудование
Лазерное оборудование
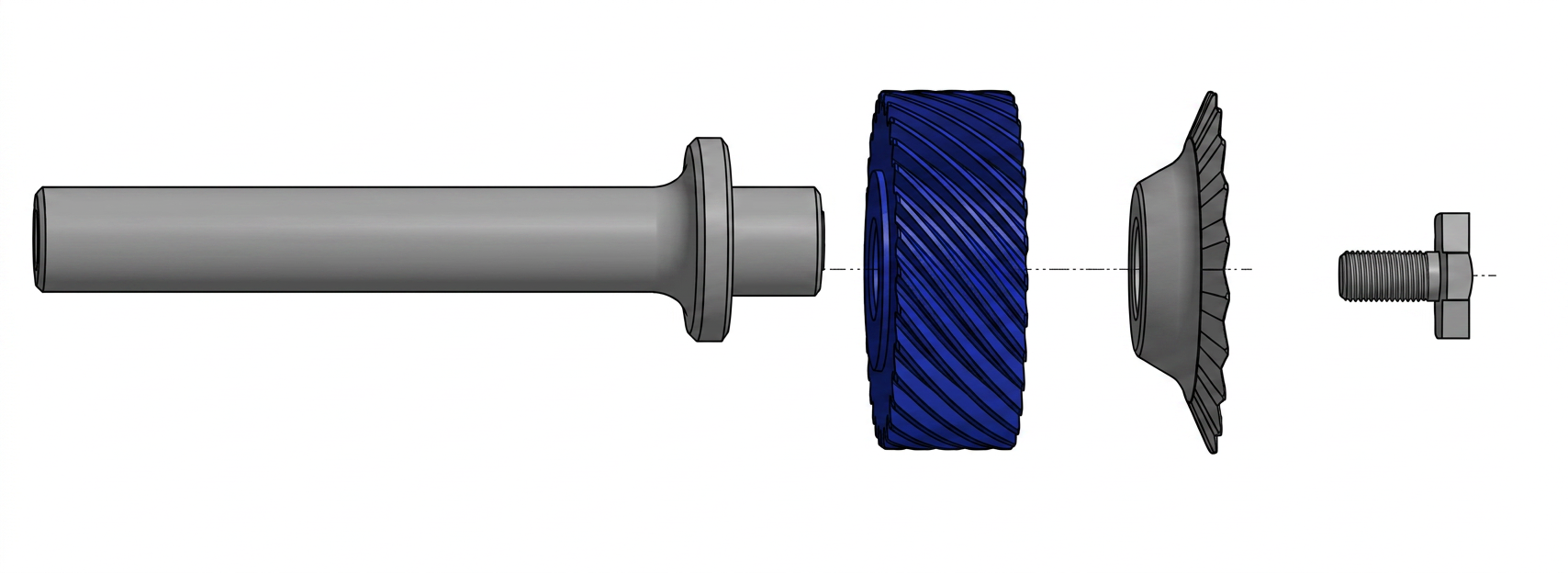
 Раскатка
Раскатка
 Станки и оборудование
Станки и оборудование
 Промышленная химия
Промышленная химия
 Шлифовальный инструмент
Шлифовальный инструмент
 Пневмоинструмент
Пневмоинструмент
 Измерительный инструмент
Измерительный инструмент
 Ручной инструмент
Ручной инструмент
 Оснастка
Оснастка
 Инструмент для обработки материалов с сотовой структурой
Инструмент для обработки материалов с сотовой структурой
 Инструмент для печатных плат
Инструмент для печатных плат

Резьбофрезерование: принципы и использование
Для нарезания резьбы в корпусных деталях (т.е. деталях, которые нельзя вращать) использовались метчики, сначала ручные, затем машинно-ручные. Но с появлением современных обрабатывающих центров всё больше используются резьбофрезы.
Принцип резьбофрезерования
При резьбофрезеровании профиль резьбы формируется за счёт вращения фрезы вокруг собственной оси вращения и перемещения фрезы по винтовой линии (винтовой интерполяции). Такое перемещение реализуется на станках с ЧПУ. Кинематика процесса выглядит следующим образом – резьбовая фреза опускается в предварительно просверленное отверстие на необходимую глубину резьбы. Затем осуществляется радиальный подвод фрезы и врезание по дуге на угол 90˚ на необходимую глубину профиля. Или на заданную глубину профиля резьбы. Можно сделать дополнительный чистовой проход. После врезания ось фрезы совершает полный круг, при этом поднимаясь на шаг резьбы и затем выходит из профиля также по дуге на угол 90˚. Наша компания ДАКС также занимается инжинирингом, мы поможем вам решить любую производственную проблему.
Резьбофрезы бывают :
- Цельные твёрдосплавные для цилиндрической резьбы, со спиральными и прямыми канавками и кромкой для фрезерования фаски. Как правило, глубина резьбы бывает не больше 40-50 мм.
- Резьбовые фрезы со сменными пластинами. Резьбофрезы могут быть с одной пластиной, двумя или большим количеством пластин.
Когда же использовать метчик, а когда фрезу?
Конкретно надо рассматривать каждый случай. Применение резьбофрезы допускается с резьбы М3х0.5 мм. и до М64. Резьбофрезами возможно нарезание как правой, так и левой резьбы, как наружной, так и внутренней.
Начинать выбор метода обработки надо с оценки возможностей станка:
- Наличие винтовой интерполяции. На современных ОЦ уже заложена функция винтовой интерполяции,
- Для выбора фрезы и составления программы обработки, фирма VARGUS предлагает компьютерную программу. С помощью этой программы выбирается тип фрезы, диаметр, режимы обработки и выдаётся управляющая программа для станка с ЧПУ со многими типами стоек. ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья.
Резьбофреза продлевает срок службы станка. При работе метчиком, шпиндель станка изменяет направление вращения на противоположное 2 раза за один цикл обработки. При нарезании резьбы в большом количестве отверстий, особенно с высокой производительностью, это может привести к преждевременному износу элементов шпиндельного узла. По сообщениям ряда западных фирм, автомобилестроительные фирмы, эксплуатирующие центры на операциях нарезания резьбы метчиком в 3-х сменном режиме с максимальной производительностью вынуждены заменять шпиндельные узлы с периодичностью в 18 месяцев. Выход – применение резьбофрез, где не требуется реверс шпинделя.
Резьбовые фрезы имеют преимущество при обработке глухих отверстий. Метчик всегда требует зазора между дном отверстия и торцом метчика из-за наличия на метчике заходного конуса. Т.е. метчик никогда не нарежет резьбу в глухом отверстии в “до дна”. У фрезы расстояние от торца фрезы до первой режущей кромки крайне мало.
Преимущество резьбовых фрез неоспоримо и в том случае, когда необходимо изготовить отверстие со стандартным профилем резьбы, но с отличными от стандартных другими параметрами резьбы (допуском). В этом случае требуется изготовление специального метчика. Резьбовая фреза за счет коррекции диаметра инструмента и изменения количества проходов может обрабатывать любые резьбовые отверстия с данным профилем резьбы.
Одна и та же резьбовая фреза с определённым шагом может обработать резьбу любого диаметра с этим шагом. Ещё больше преимуществ даёт использование фрез со сменными пластинами. В этом случае в одном корпусе могут быть установлены пластины с разным шагом резьбы, разными профилями резьбы. При использовании метчика – необходимы разные метчики для каждого типа резьбы.
Рассмотрим случай поломки. В случае поломки особенно важна быстрая замена. ДАКС предлагает своим клиентам быстрый сервис и качественное исполнение обязательств по поставке инструмента. При использовании метчика застрявшие в отверстии обломки надо выжигать, выкручивать или браковать деталь. При использовании фрезы или пластин обломки просто упадут в отверстие и могут быть легко извлечены. Качество обработанной поверхности после фрезы выше. Резьба после метчика выглядит более шероховатой. Фрезерование наружной резьбы по всем характеристикам аналогично фрезерованию внутренней резьбы.
По материалам.
Резьбовые фрезы обеспечивают обработку более широкого диапазона материалов, чем метчики. Стандартные метчики сталкиваются с трудностями при обработке материалов с твёрдостью выше 30 HRC или когда материал имеет твёрдые включения. В этих случаях обычные метчики ломаются или быстро изнашиваются. Специальные метчики решают эту проблему, но увеличивают стоимость обработки. Резьбовые фрезы позволяют нарезать резьбу в труднообрабатываемых материалах, таких как никелевые сплавы. Резьбовые фрезы работают лучше при обработке резины, которая может сжиматься вокруг метчика. С фрезами этого не может случиться, т.к. они не имеют полного контакта с заготовкой.
|
РЕЗЬБОФРЕЗА |
МЕТЧИК |
||
|---|---|---|---|
|
Преимущества |
Недостатки |
Преимущества |
Недостатки |
|
Более высокая цена. |
Не высокая цена инструмента. |
|
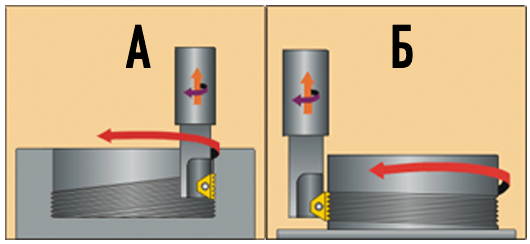
Примеры нарезки резьбы резьбофрезами : a) внутренняя резьба, б) наружная резьба.
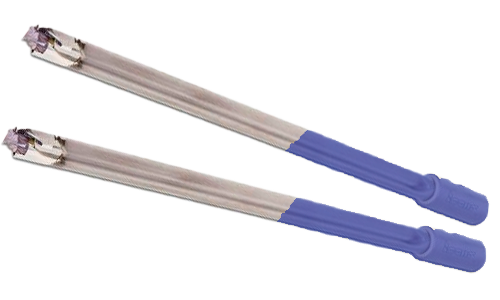
Резьбофрезы со сменными твёрдосплавными пластинами:
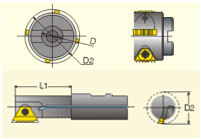
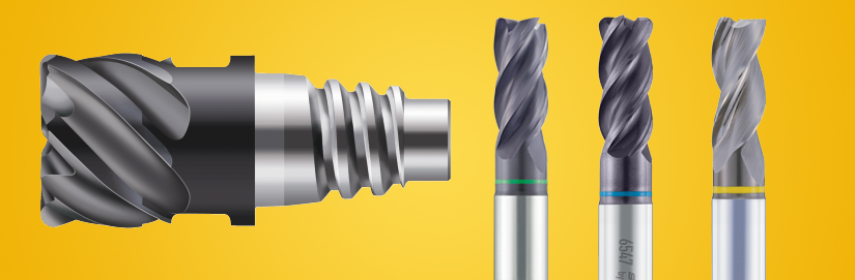
Цельная твёрдосплавная резьбофреза.

ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья. Мы предлагаем все разновидности резьбофрез, оказываем техническую и информационную поддержку, которая включает в себя обеспечение электронным каталогом и управляющей программой для станков с ЧПУ. Резьбофрезы успешно применяются на КамАЗе, ЕлАЗе (CИЗ). Мы с удовольствием ответим на Ваши вопросы. С нами можно связаться по тел. (8552) 91-40-21, т/ф. 39-79-31.